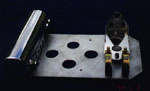
| Richard Reiken
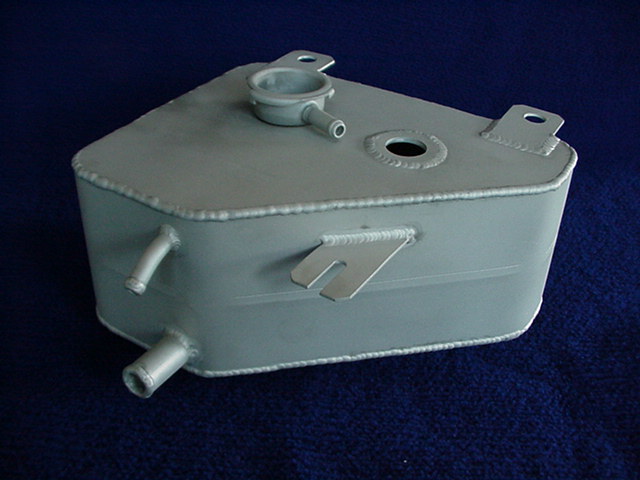
races a tough SS/A 385 cube 308 Holden Commodore at Willowbank & wanted a
good pyrge tank to stop any oil / smoke getting to his "vac u pan". This was
happening at the end of a run in the top end.
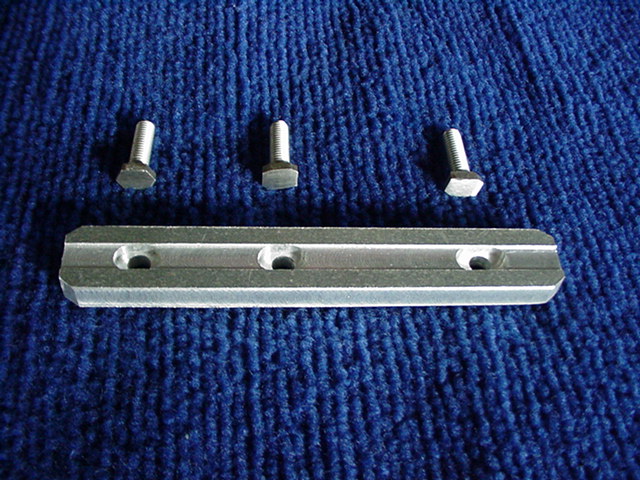
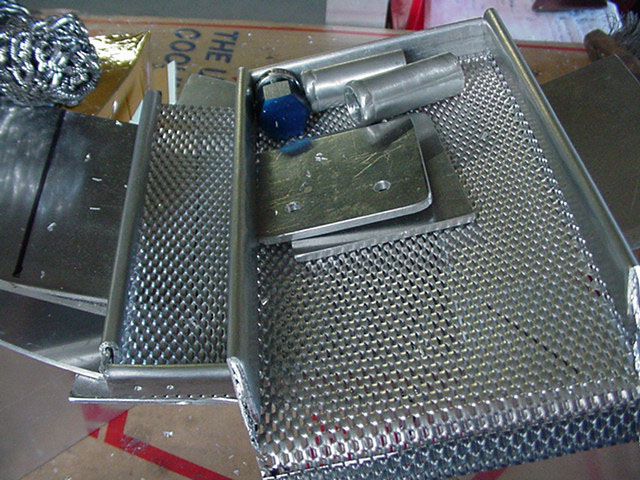
These first two pics. show his sample for us to work off &
the parts we made up to do the job. Note the perforated sheet we used
to retain the stainless steel baffle material. it also stops any loose
stainless slithers from breaking off & possably entering the engine, which I
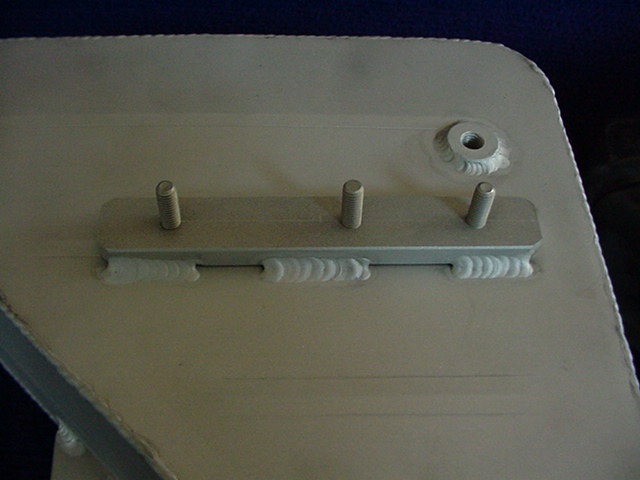
reckon would otherwise happen. The sheet was retained by the folded strips
being welded onto the tank walls. If the sheet by itself was welded on, it
would soon crack with the vibration.
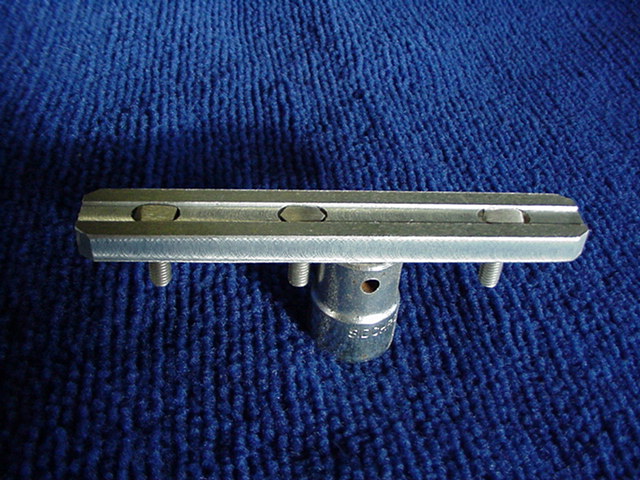
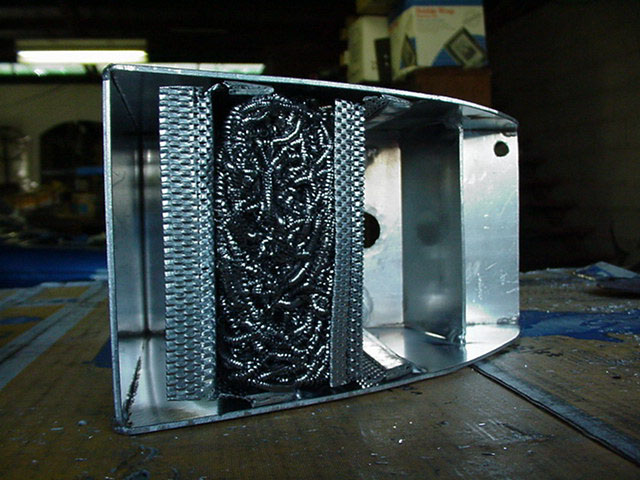
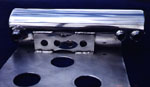
Shows the baffle material securely trapped by the
reinforced perforated trays.
Finnished article. Engine has had another rebuild for even
more power at higher revs so the tank will be even more important
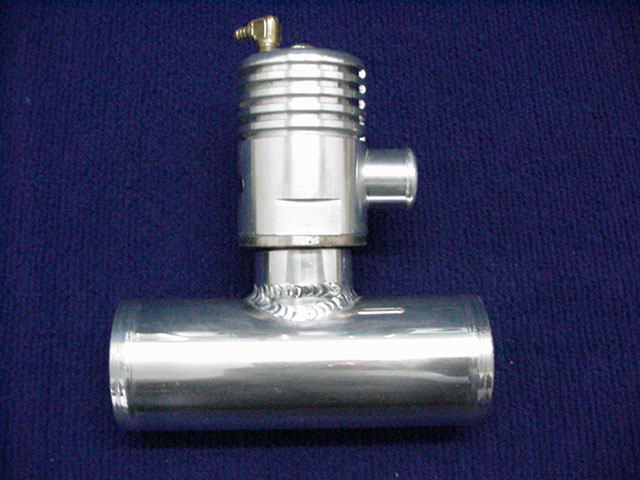
Geoff Scott from the Autoshop in Marybough was
having trouble with coolant temperatures in a Suzuki 1300 litre sprint car
engine he was maintaining. Towards the end of a feature, the oil temp
was climbing too high & the water temp was still too cool (unless they had
part of the radiator taped - one advantage of running methanol). This
is what we fabricated for them.
The inner oil tubes tacked together. We used convoluted
1.6mm wall extrusion.
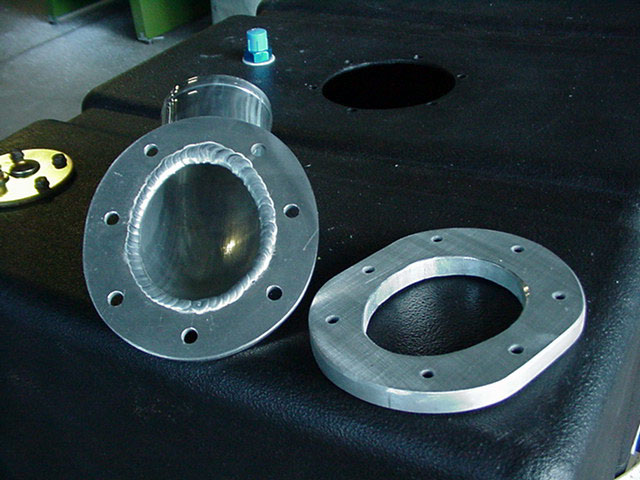
Finished article with a turned pipe with o-ring groove to
seal in the water pump housing on this end & the two -- 8 oil hose unions
welded onto the side. Our Areowave is set up with different
settings to weld the -- 8 fittings to the internal oil gallery, to weld the
oil gallery to theouter housing & to weld the housing end cap to the centre
body. Doesn't make allot of difference but worth the time / effort in abit
better, more sound product.
Other end of housing showing the Speedflow -- 16fitting
for the water inlet hose.
Close up of our welding. Shows the different weld of
the two joints acheived by changing the Areowave settings.
Batch of three header tanks wiyh small pressed
filler knecks
Bottom of tanks. Top, bottom plates & cylinder ends
are all rolled for welded joint, which means when the weld is linished off
for polishing, there is still a full thickness of material - no thin spots.
Close up of tops after welding. Note that little filler
rod is used & with rolled edges, a super joint results. The filler
knecks were Hydrogen brazed on from underneath before top plate welded on.
We would not like to use these pressed knecks on a race application as they
are nowhere near as strong as a billet kneck - half the price though!
|